.png)
How Do You Make Plantation Shutters?
- Joel Guyer

- Jan 30, 2022
- 6 min read
This is a much bigger question than it might seem so I’m going to explain the process of manufacturing plantation shutter panels from a small local shutter business perspective. Our shop typically built 500-1,000 square feet of shutters every week, and about 100-200 2” blinds.
To give you an idea of how much that is, a window that is 3’ x 6’ is 18 square feet. So a shop producing 500 square feet a week would be making about 27-28 of those. Sometimes, all those shutters would go in one house, sometimes it was a few houses. Our shop was a typical small plantation shutter business, many shops made at least 10 times what we made, although, not around us.
I may share the info about blind production at another time, but shutter production is actually a pretty massive undertaking so I’m going to show you the processes our company used for many years.
Shutter Profiles
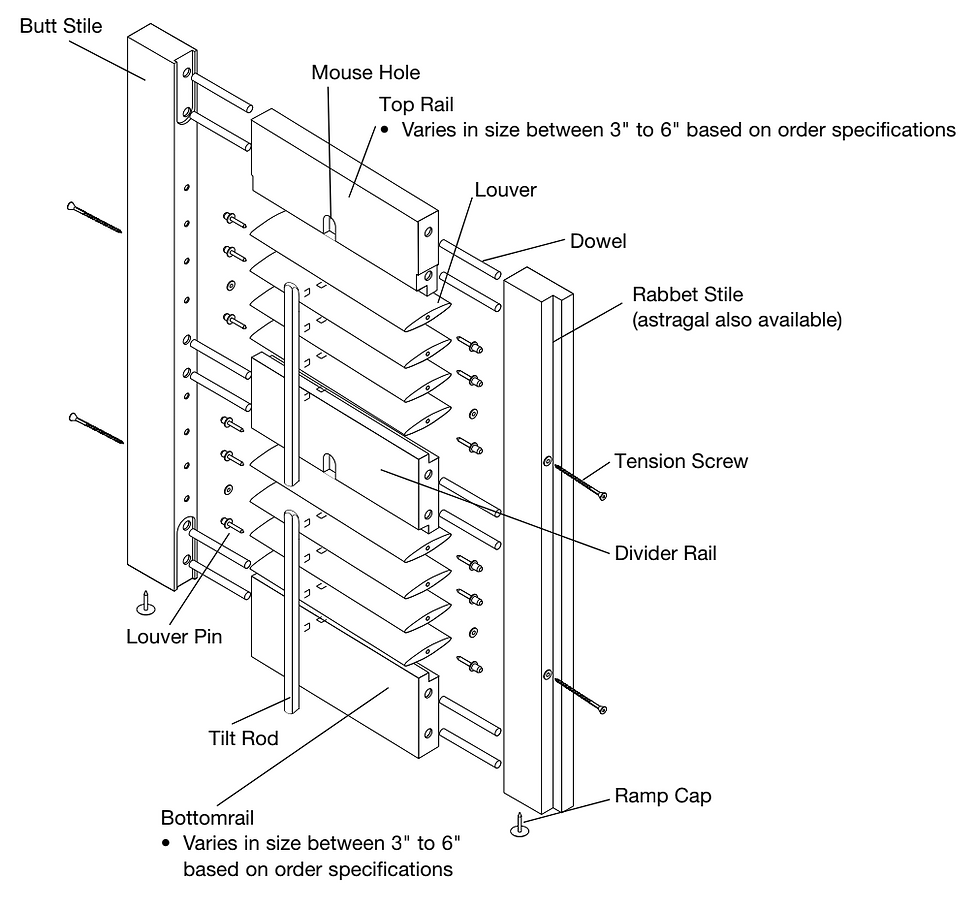
First, you need to know that there are several profiles involved in shutter manufacturing but I’ll limit the discussion to just the four parts that make up the shutter panel itself. As you can see from the illustration, working from the inside of the panel to the outside, there are pushrods, louvers, rails on the top, and stiles on the sides.
Tilt Rod – although this only comes in one basic size, some companies use very thin pushrods that are not likely to be able to last through years of use. Some shutters are also built with rear metal tilt rods – eliminating the need for the front pushrods.
Louvers – available in three sizes (2.5”, 3.5”, 4.5”). Some companies include smaller and larger louver sizes, but these three are the most common sizes sold in our area of the U.S.
Rails – these are the top and bottom (and sometimes mid) pieces that span the width of the panel from the left stile to the right stile.
Stiles – these are the sidepieces of the panel and are drilled in multiple locations for different purposes.
Cutting Shutter Parts
When we sent the orders out to our production floor, there were stickers for every part to keep the jobs well organized while in process.

The cut man would cut all of the parts for the job and place the pieces on carts to be pushed to various stations for processing. As you can see from the picture, we used stops on the saw station so that the sawyer could easily pull 2-3 louvers at a time up to the stop and cut them so that they were exact. Because plantation shutters are measured to the 16th of an inch, louvers have to be cut with 64th-inch precision or panels will wind up too wide or short to keep the appropriate gapping in between panels and frames.
Processing Shutter Parts
From the cut station, each part would be sent to their processing points around the shop, I'll take you through some of those individual processes before parts are joined together to form the panel.
Louvers

Louvers have to be sanded on each to remove any splintering from the cut station and make the ends smooth enough to accept a finish. This picture shows a machine that does two things at once: a staple is driven into the front edge of the louver at the same time that holes are drilled into the end of the louver. The staple in the center of the edge will accept the staple for the tilt rod, and the holes in the ends of the louver accept the louver pins.
Tilt Rods

Tilt rods are first put into a router to round the top of the tilt rod and then sanded to make sure they are perfectly smooth. This machine was then used to run a staple through the staple that had already been put into the louver, to attach it to the tilt rod. This formed a combination product called a "louver tree." These louver trees were hung near the panel press until the stiles and rails were processed.
Rails

Rails are the top and bottom pieces of the panel and are processed by doing a few things. The top rails have to have mouse holes cut into them (allowing the tilt rod to fully close in the "up" position, and both rails have to have holes drilled for dowels. These same holes will also be drilled into the stiles so they can be joined together. You'll be able to see those joints down below.
Stiles

Stiles require quite a bit more processing than the other parts because they serve as the framework for the panel. Unlike other parts, stiles are cut longer than needed because the top and the bottom of the panel will be cut later to the exact ordered size. Stiles are drilled to receive louver pins, tension screws, and dowels to join the stiles to the rails. You can see in the picture the smaller holes for the louver pins and the three larger holes for the dowels to connect to the rail.
Assembling the Shutter Panels
Now that all of the parts have been processed, assembly begins.

All four parts show up at the panel clamping station at the same time. The tilt rods and louvers are already attached to each other and are now ready to be connected to the stiles and rails to complete the panel.
The panel assembly begins by gluing the stiles and rails, but not closing the joints.

Keeping the panel "open" like this will allow the assembler to lay the louver tree in the middle and begin putting the louver pins into the holes in the stiles. We did this completely on one side and then began to close the clamp slowly as we aligned the other side. Once everything is in place, the clamp is closed and everything is checked for square. Excess glue is wiped off and the clamp stays in place until the glue has set. The set time depends on the type of glue used, but we had a 15 minute clamp time.

We had multiple clamp tables so that one person could continue to build the panels all the time while others took care of the next steps.
When the panels come out of the clamps, tension screws are put through the stile and into the edge of the louver. These can be adjusted over the lifetime of the product to ensure that there is always a proper amount of tension on each panel and louvers are never too loose or too tight.

The panels must next be cut to the exact height. To make sure that shutter panels in one room all look uniform, they must have similar-sized top and bottom rails, so the bottom rail is cut first - to a predetermined size sent out with the paperwork. And then the top of the panel is cut to make the final size of the panel height. While this doesn't seem like a big deal, it sure isn't a good time to make a mistake after all that work and material has been put into the panel...
Dry Fit Shutters

What we did next was what we called a "dry fit" assembly. The panels are ready to be fit into their frames, so hinges are added and the frames are assembled to make sure everything fits and the gaps are even. Now all of the panels and frames have premarked holes that we know will work when we assemble them later. We can now take the panels out of the frames, remove the hinges, and start the finishing process - finishing!
Sanding and Painting Shutter Panels

The stile and rail joints were cocked, all scratches and divots are filled, then the panels are completely sanded before painting. The painting process is more difficult for plantation shutters than it is for kitchen cabinets or some other type of panel because the louvers move and must be painted from multiple angles without applying too much paint causing drip or draglines.
The panels are hung in the drying room and then removed to be hinged and attached to their frames - ready for delivery and installation.
Through the years, I've been asked many times about the process of plantation shutter manufacturing - a lot of those questions have been from people looking to do a DIY type of shutter. As a fellow DIYer, I can attest to the fact that virtually anything can be recreated at home that can be made elsewhere. But I can also attest to the fact that not everything SHOULD be. If you have questions about this process or need help with it, feel free to contact us. But my honest evaluation of it is that it's better to have an expert do it. There are a LOT of quality controls that you simply can't ignore, but will be hard to account for if you have no previous experience with them. If you are looking for plantation shutter help, contact us!



Comments